
Сварочный аппарат с фазным управлением тиристорами на микроконтроллере PIC16F876
 17.12.2011
17.12.2011  2 комментария
2 комментария
С самого начала идея была сделать сварочный аппарат, в котороммикроконтроллер будет лишь косвенно рулить сварочными делами (фазноеуправление тиристорами хотел сделать на микросхеме), обеспечиватьплавный пуск трансформатора и защищать от перегрева силовые элементы.Уже в процессе создания пришла мысль: «А что если реализоватьфазное управление программно…”. Несколько»пугала” многофункциональность, возлагаемая намикроконтроллер, но решил дерзнуть. В итоге получился очень надёжныйсварочный аппарат постоянного тока, который вот уже год неустанноработает.
Фото сварочного аппарата (справа тиристорый, слева — его младшийбратишка — инвертор):
Мой сварочный трансформатор намотан так, что работает на гранинасыщения магнитопровода. Общеизвестно, что при такой намотке великпусковой ток (настолько, что выбивает автоматы защиты). Поэтому, вмомент включения питания первичная обмотка трансформатора подключаетсячерез резистор на 20 Ом, а спустя 0,5 сек. включается реле и егоконтакты шунтируют резистор. В момент задержки тиристоры закрыты, и токв сварочную дугу не подаётся. На индикацию выводится надпись»дуга”.
В основу регулирования сварочного токаположенпринцип управленияфазой открытия тиристоров. В момент перехода сетевого напряжения черезноль с выхода компаратора (выв.7 LM358N) на вход INT микроконтроллерапоступает импульс логического нуля, что вызывает прерывание. В ПП Intобработки этого прерывания запускается таймер TMR2 и сбрасывается RA5.Переполнение TMR2 приводит к другому прерыванию, в котором на выводеRA5 появляется высокий логический уровень, который открываеттранзисторы и тиристор соответствующей полуволны сетевого напряжения. Врезультате, изменяя значение регистра PR2 (период таймера TMR2),можноуправлять фазой открытия тиристоров, а соответственно и сварочным током.
Схема сварочного аппарата представлена на рисунке: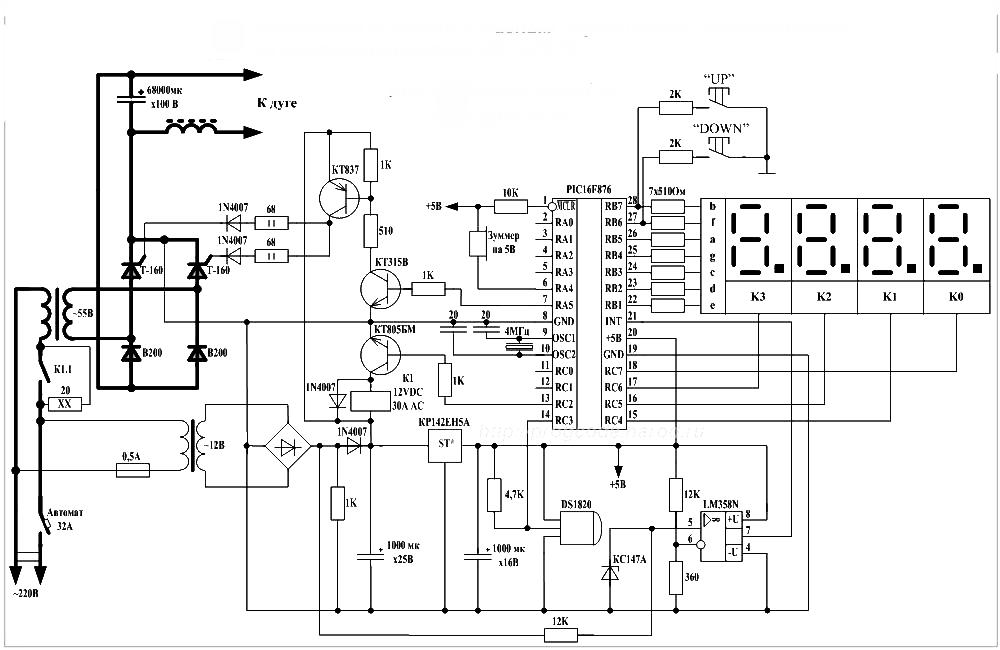
Значение сварочного тока контроллер неотслеживает.Дело в том, что сварочная дуга – это сложный физическийпроцесс,с непредсказуемой ВАХ. Во время сварки при одной и той же фазе открытиятиристоров ток в дуге может изменяться в разы! Это зависит в первуюочередь от длины дуги. По этому программно задаётся только фазаоткрытия тиристоров без обратной связи по току. А чтобы сварщику, неимеющему представления о фазе, регулировать сварочный ток на индикациювыводится некое процентное значение мощности. С помощью кнопок сварщикможет менять выходную мощность аппарата от 10 до 100 %. Программнопредусмотрен также автодекремент (автоинкремент), при нажатии на однуиз кнопок дольше 2 секунд происходит автоматическое быстрое уменьшение(увеличение) процентного значения мощности. С помощью применённых мноюсиловых элементов аппарата удалось получить ток в дуге до 250 А приустановленном 100% значении мощности.
Если нажать на две кнопки одновременно,то вэнергонезависимую память запишется текущее процентное значениемощности, с выводом на индикацию слова «АГА” икратковременным включением зуммера. При следующем включении аппаратаэта мощность будет по умолчанию.
Самым слабым звеном силовой частисварочногоаппарата оказался дроссель. Сам я его не изготавливал, взял тот, чтобыл в наличии. Он намотан медным проводом в термостойкой изоляции, асечение всего 16 кв. мм. Хоть я и направил на него вентилятор обдува(на схеме не показан), при больших токах он всё же греется больше всегоостального. С целью недопущения перегрева к обмотке дросселя приклеентермодатчик DS1820. При превышении температуры выше 100 градусов, аточнее спустя 20 секунд после непрерывного превышения этого порогамикроконтроллер прекращает выдавать управляющие импульсы на тиристоры,включается прерывистый звуковой сигнал (зуммер). На индикацию выводитсятекущее значение температуры обмотки дросселя. Как только температураобмотки понизится до 50 градусов, сварочный аппарат переходит в рабочийрежим и можно продолжать варить.
Вид на монтаж сварочного аппарата представлен на фото:
сть недостаток схемы, не создающийнеудобств вработе. В связи с тем, что питание микроконтроллера не защищено отвсяческого рода помех (более того, блок управления не экранирован отсиловой части) происходит периодический сброс программы на начало(выключение реле, вывод на индикацию слова «дуга”,включение реле спустя 0,5 сек). Это происходит с непредсказуемыминтервалом (зависит от времени суток) и только на холостом ходу (безнагрузки). Поэтому, на нервы сварщика это не действует :). Тем неменее, нерегламентированные сбросы следует устранять. Считаю, что мойсварочник может послужить отличным полигоном для испытания всевозможныхметодов защиты от помех по питанию.
Прошивка для микроконтроллера PIC16F876 в HEX формате : duga.rar
Та-же прошивка в формате программы ProgCode : duga.sfr
Автор конструкции: Руслан Липин
Связаться с автором можно по email (указан на схеме)
Задать автору вопросы по конструкции так-же возможно в форуме.
2 комментария